|
| |
 |
| 埋地PE管的施工技术 |
1 概述
PE管的材料属聚烯烃类高分子化合物,其分子结构由碳、氢元素组成,构成无有害元素,因而在加工、使用及废弃全过程中,不会对人体及环境造成不利影响,是目前国际上推崇的绿色建材。PE管材不仅韧性好、焊接性能好,连接可靠,造价低,而且气密性、耐腐蚀性和抵抗裂纹加速扩展能力强。广泛用于市政、石油、化工、燃气等领域,是建设部2004年科技成果推广项目,应用前景广阔。
2 施工方法
2.1 施工工艺流程:
2.2 施工方法
2.2.1 施工前的技术准备
(1)施工前应熟悉、掌握施工图纸;准备好相应的施工机具。
(2)对操作人员进行上岗培训,培训合格后才能进行施工作业。
(3)按照标准对管材、管件进行验收。管道、管件应根据施工要求选用配套的等径、异径和三通等管件。
热熔焊接宜采用同种牌号、材质的管件,对性能相似的不同牌号、材质的管件之间的焊接应先做试验。主要依据:设计图纸、《燃气工程用埋地聚乙烯管材》GB/T15558.1―1995和GB/T15558.2―1995;《聚乙烯燃气管道工程技术》CJJ63―95。
2.2.2 管沟开挖
管沟开挖应严格按照设计图施工,PE管的柔性好、重量轻,可以在地面上预制较长管线,当地形条件允许时,管线的地面焊接可使管沟的开挖宽度减小。PE管埋设的最小管顶覆土厚度为:车行道下≥0.9m;人行道下≥0.75m;绿化带下或居住区≥0.6m;永久性冻土或季节性冻土层,管顶埋深应在冰冻线以下。在结实、稳固的沟底,管沟的宽度由施工所需的操作空间决定。表1为宽度的最小值。
当在地面连接时,沟宽为D+0.3m;当在沟内安装或开沟回填有困难时开沟宽度为D+0.5m,且总宽度不小于0.7m。在沙土或淤泥的管沟中,可以采取放坡开挖。

2.2.3 管沟底面的处理
如果管沟底部平直且土壤中基本没有大石块或底部土层没有扰动,就无需平整;如果底部土层被扰动,则采用直径20~50mm级配碎石块混合沙土和粘土等材料垫平,垫层厚度为150mm,夯实的密实度应大于90%。应尽可能避免管道表面划伤。
2.2.4 管道的敷设
管道一般在地面预先焊接好(管径≤110mm的管道应采用电熔焊焊接;管径>110mm的管道可采用电熔焊或热熔焊焊接)。在管道放入管沟之前,应对管道进行全面检查,在没有发现任何缺陷的情况下,方可下管(采取吊入或滚入法)。
2.2.5 管道焊接(本文主要介绍热熔焊接方法)
(1)焊接准备
焊接准备主要是检查焊机状况是否满足工作要求。如检查机具各个部位的紧固件有无脱落或松动;检查机电线路连接是否正确、可靠;检查液压箱内液压油是否充足;确认电源与机具输入要求是否相匹配;加热板是否符合要求(涂层是否损伤);铣刀和油泵开关等的运行情况等。
(2)管道焊接控制
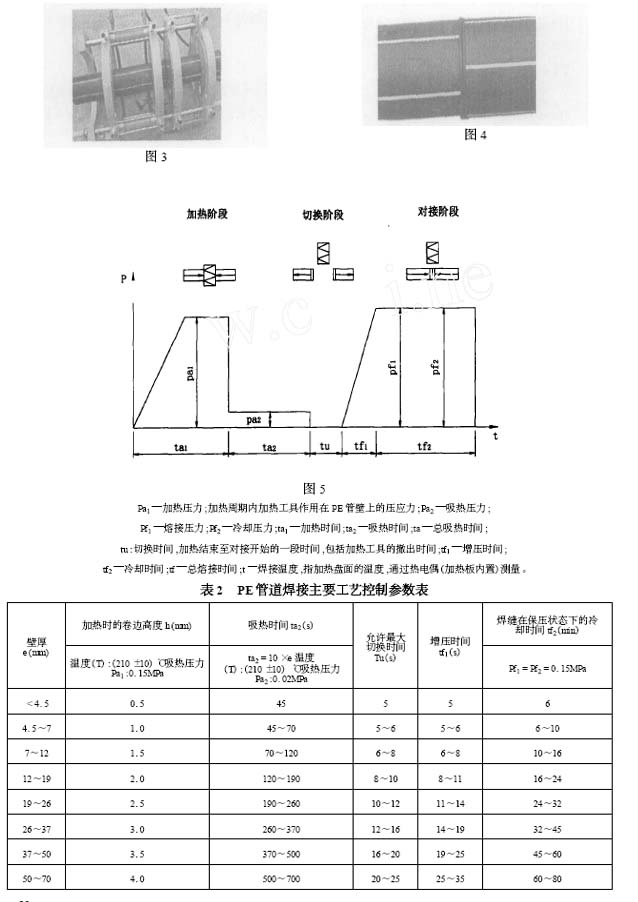
A、用净布清除两对接管口的污物。将管材置于机架卡瓦内,控制两端管口向内伸出的长度应基本相等(在满足铣削和加热要求的前提下应尽可能缩短,通常为25~30mm)。若伸出管材机架外的管道部分较长,应用支撑架托起外伸部位,使管材轴线与机架中心线处于同一高度,调整管道对接的同轴度,然后用卡瓦紧固好。如图1。
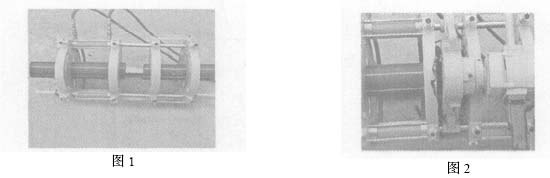
B、置入铣刀,开启铣刀电源,然后缓慢合拢两管材对接端,并加以适当的压力,直到两端面均有连续的切屑出现,方可解除压力,稍后即可退出活动架,关掉铣刀电源。切削过程中应通过调节铣刀片的高度控制切屑厚度,切屑厚度一般应控制在0.5~1.0mm为宜。如图2。
C、取出铣刀,合拢两对接管口,检查管口对齐情况。其错位量控制应不超过管壁厚度的10%或1mm中的较大值,通过调整管材直线度和松紧卡瓦可在一定程度上改善管口的对位偏差;管口合拢后其接触面间应无明显缝隙,缝隙宽度不能超过:0.3mm(D≤225mm)、0.5mm(225mm<D≤400mm)或1.0mm(D>400mm)。如不满足上述要求应重新铣削,直到满足要求为止。
(3)确定机架拖拉管道拉力的大小(移动夹具的摩擦阻力)由于在管道对接过程中,所连接管道长短不一,因而机架带动管道移动所需克服的阻力不一致,在实际控制中,这个阻力应叠加到工艺参数压力上,得到实际使用压力(在焊接过程中不仅要确定压力,而且要检查加热板温度是否达到设定值)。
(4)在可控压力下焊接加热板温度达到设定值后,放入机架,施加规定的压力,直到两边最小卷边达到规定宽度时压力减小到规定值(使管口端面与加热板之间刚好保持接触),以便吸热(如图3)。当满足焊接时间后,退开活动架,迅速取出加热板,然后合拢两管端,切换时间应尽可能短,不能超过规定值。冷却到规定的时间后,卸压,松开卡瓦,取出对接好的管材。图4为焊接完成后的效果图。该焊接工艺主要工艺技术参数如(图5)下:
2.2.6 管道吹扫
管道吹扫与一般管道吹扫相同,主要采用爆破式吹扫,可以分段进行,介质为无油压缩空气,压力不应超过管道的工作压力。
2.2.7 试压
PE管道系统在投入运行之前应进行压力试验。压力试验包括强度试验和气密性试验。测试时一般采用水作为试验介质。
强度试验:在排除待测试管道内的空气后,以稳定的升压速度将压力提高到要求的压力值。压力表尽可能设置在该管道的最低处。试验初始,应将压力上升到工作压力并停留足够的时间保证管道充分膨胀,这一过程需2~3小时,当压力稳定后,将压力升到工作压力的1.5倍,稳压1小时,仔细观察压力表,并沿线检查,如果在测试过程中并无肉眼可见的泄漏或发生明显的压降,则管道通过压力试验(由于管道膨胀,有一定的压降属正常变化)。
气密性试验:气密性试验的压力不应超过工作压力的1.15倍,当管道压力达到试验压力后,应保持一定的时间使管道内试验介质温度与管道环境温度达到一致,待温度、压力均稳定后,开始计时,一般情况下,气密性试验应稳压24小时,如果没有明显的泄漏或压降则通过气密性试验。
2.2.8 回填
通常情况下,腋角及初回填要求至少密实度达到90%以上。夯实层至少应达到距管顶150mm的地方。对于距管顶小于300mm的地方应避免直接捣实。最终回填可采用原开挖土壤或其它材料,但其中不得含有冻土、结块粘土及最大直径超过100mm的石块。 |
|
|